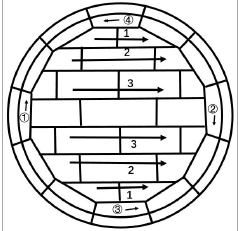
1.罐底正确的焊接顺序:中幅板焊接→边缘板对接焊缝靠外侧的 300mm→底圈罐壁与罐底的角焊缝→边缘板剩余焊缝→边缘板与中幅板之间的收缩缝。
2.(1)中幅板焊接顺序先两端后中间是错误的,应该由罐中心向四周对称焊。
罐底和罐壁的角焊缝焊接反向施焊是错误的,应该焊工均匀分布,同向施焊。
(2)预防中幅板变形的工艺措施有:先焊短焊缝,后焊长焊缝。分段退焊。分段跳焊。
预防罐底与罐壁连接的角焊缝的工艺措施:先焊内侧环形角缝,再焊外侧环形角缝。由数对焊工对称均匀分布,同一方向进行分段焊接。初层焊道采用分段退焊或跳焊法。
3.主要原因是:
(1)焊前未进行焊条焊丝的扩散氢复验;
(2)无损检测时间不正确。因为 Q345R 是一种容易产生延迟裂纹的材料,所以应在焊完之后至少 36h 进行无损检测。
预防延迟裂纹的措施有:焊条烘干、减少应力、焊前预热、焊后热处理、焊后热消氢处理,打磨焊缝余高。
4.热处理前应具备的条件:
(1)热处理方案已经批准。
(2)各项无损检测工作全部完成并合格。
(3)加热系统已调试合格。
(4)已办理工序交接手续。
热处理过程中应控制的参数:热处理温度、升降温速度、温差。
5.不合理。
因为:(1)该球罐壁厚为 50mm,射线探伤只适用于 38mm 以下的厚度,应该采用对厚板的检出率高的超声波进行探伤。
(2)该球罐主要缺陷为裂纹,裂纹属于平面型缺陷,射线探伤对体积型缺陷的检出率高,对面积型缺陷容易漏检。而超声波探伤对平面型缺陷的检出率高。
除此之外,超声波探伤成本低,检测速度快,对人体和环境无伤害,所以应采用超声波进行探伤。